S.I. No. 252/1953 - Standard Specification (Panelled Wood Doors) Order, 1953.
S.I. No. 252 of 1953. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
STANDARD SPECIFICATION (PANELLED WOOD DOORS) ORDER, 1953. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
I, SEÁN F. LEMASS, Minister for Industry and Commerce, in exercise of the power conferred on me by subsection (3) of section 20 of the Industrial Research and Standards Act, 1946 (No. 25 of 1946), hereby order as follows : 1. This Order may be cited as the Standard Specification (Panelled Wood Doors) Order, 1953. 2.—(1) The specification set forth in Part II of the Schedule to this Order is hereby declared to be the standard specification for the commodity described in Part I of the said Schedule. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(2) The said standard specification may be cited as Irish Standard 52 : 1953. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
SCHEDULE. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
PART I. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
PANELLED WOOD DOORS. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
PART II. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
SPECIFICATION | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
In this specification, the letters I.S., when followed by two sets of numbers, refer to the Irish Standard of which the first is the serial number and the second the year of its promulgation by the Minister for Industry and Commerce. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
In this specification, the letters B.S., when followed by two sets of numbers, refer to the British Standard of which the first is the serial number and the second is the year of its publication by the British Standards Institution. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
SCOPE | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1. This specification deals with panelled wood doors suitable for normal housing requirements. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
DESIGN | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
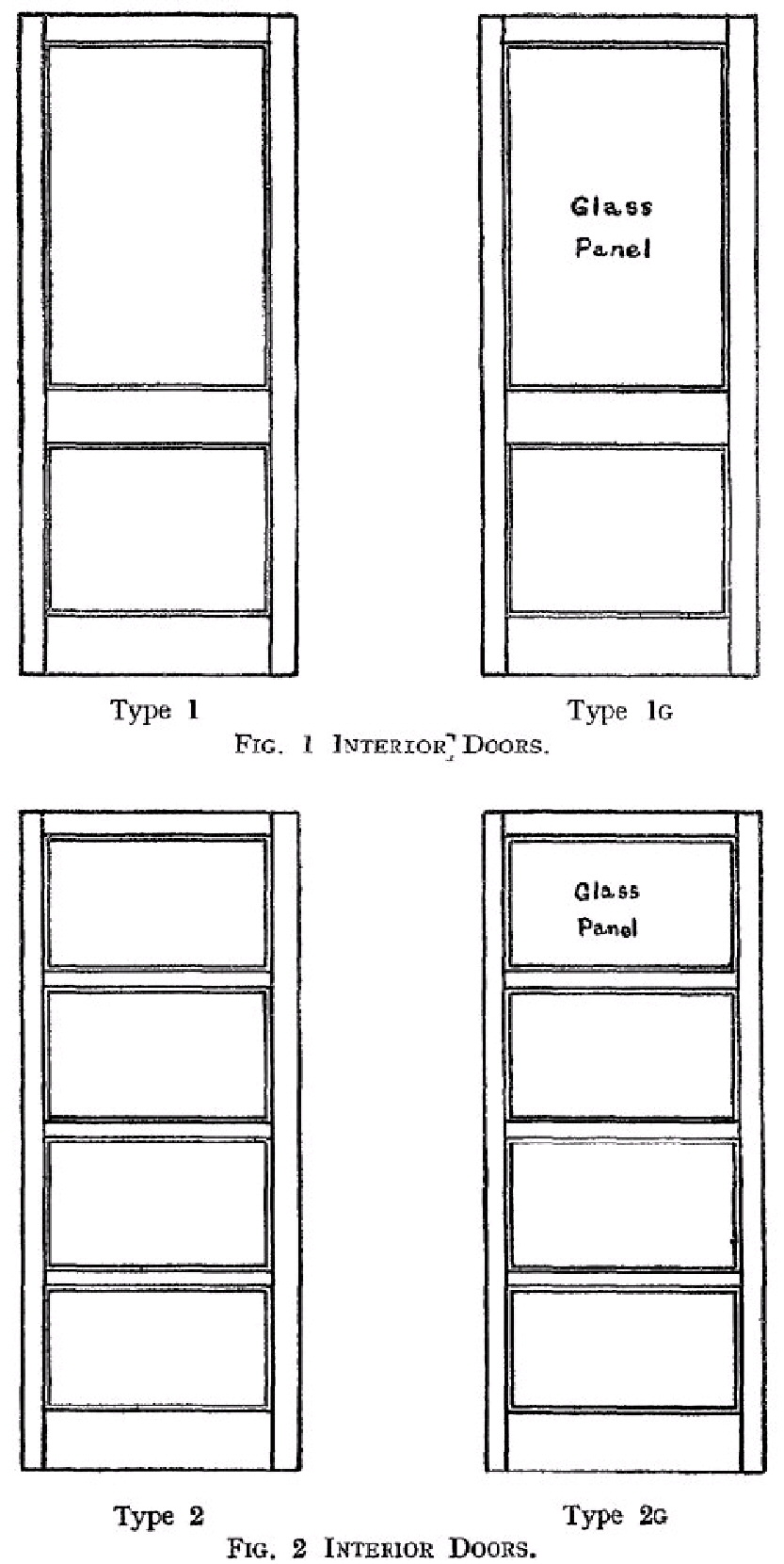
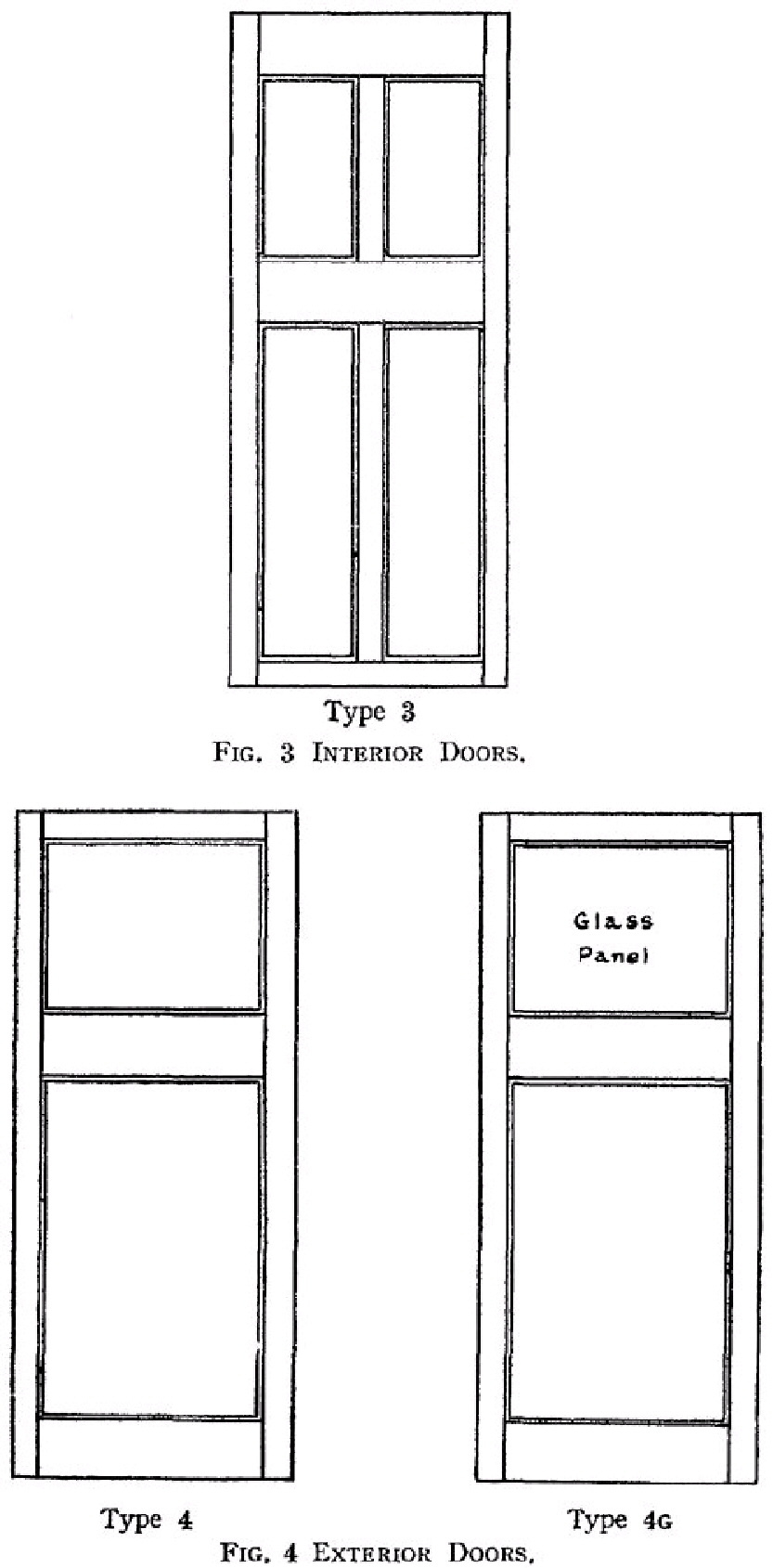
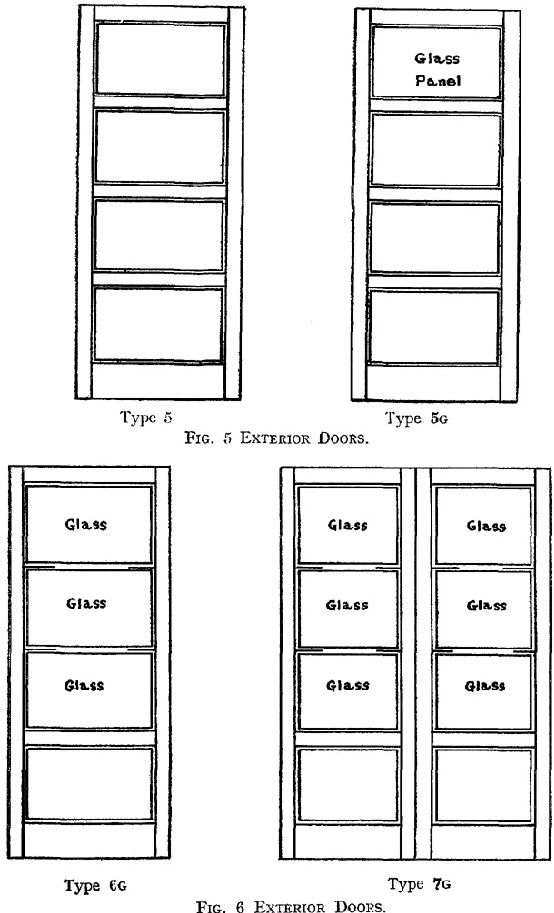
2. The doors shall be of one of the types : | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1, 1G, 2, 2G, 3, 4, 4G, 5, 5G, 6G, 7G | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
in accordance with the design shown for the type in Fig. 1, Fig. 2, Fig. 3, Fig. 4, Fig. 5 or Fig. 6. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
DIMENSIONS | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3. The heights and widths of the doors shall be as set out in Table 1. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The dimensions in Table 1 shall be subject to a tolerance of 1/8 in. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The thickness of the finished door shall be not less than 1¾ in. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TABLE 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
CONSTRUCTION | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4. The door shall consist of a framing and wood or glazed panels The wood panels shall be of plywood or of wood-fibre hardboard or of natural wood. The framing shall be joined, where the members intersect, by means of mortices and tenons. The door shall be grooved for wood panels and rebated and slipped for glazed panels. Each member shall be cut of one piece of timber. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The top and bottom rails and at least one other rail shall be through morticed and tenoned Through tenons shall be wedged. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Other intermediate rails, muntins and glazing bars shall be stub tenoned. The thickness of each tenon shall be approximately one-third the finished thickness of the door and the width of each tenon shall not exceed five times its own thickness. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Haunchings shall be sunk to a depth not less than 3/8 in. and shall be clear of the bottom of the groove by a distance not greater than 11/6 in. before jointing. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Stiles, rails and muntins shall be moulded in the solid. All intersections between stiles and rails shall be through scribed. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Wood panels shall be framed into grooves in the surrounding members and shall be close fitting. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Wood-fibre hardboard panels shall be in two thicknesses with the finished faces outwards, close fitting into grooves in the surrounding members. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Openings for glazing shall be rebated and moulded in the solid and provided with mitred glazing beads loosely pinned in position. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Meeting stiles of two-leaf doors shall be rebated and beaded unless otherwise required by the purchaser. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The contact surfaces of mortices, tenons, wedges and haunchings shall be treated before framing up, with an adhesive conforming to the requirements of B.S. 745 : 1949 " Animal Glue for Wood," B.S. 1203 and 1204 : 1945 " Synthetic resin adhesives for Wood," or B.S. 1444 : 1948 " Cold-setting casein glue for Wood." | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
WIDTHS OF FRAMING AND WOOD PANEL THICKNESSES | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5. The finished widths of stiles, rails, muntins and glazing bars and the thicknesses of wood panels shall be not less than the values shown in Table 2. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TABLE 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TIMBER | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6. The timber used in the doors shall be one of the following species : | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The moisture content of the timber when determined by the method given in Appendix A shall be for internal doors not less than 10 per cent. nor more than 14 per cent., and for external doors not less than 15 per cent. nor more than 20 per cent. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The slope of the grain in the framing members, apart from local deviations due to knots, shall be not greater than 1 in 10. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The timber shall be free from all signs of decay and insect attack, from boxed heart and from case-hardening and honey-combing. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The components of the frame shall be free from checks, splits and shakes exceeding in depth one quarter the thickness of the piece, in width 11/6 in. and in length 12 in. Defects within these limits shall be suitably filled either with timber inserts or hard filling. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Knots or knot holes in the timber shall not exceed in width half the width of the cross section of the component. Where decayed or loose knots or knot holes of less width occur they shall be bored or cut out and tightly plugged with a cross-grained plug well glued in. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Where pitch pockets and pitch streaks occur, they shall be cut and replaced with pieces of similar wood glued in. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
PLYWOOD | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
7. The plywood used for panels shall be of one of the following species :— | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Plywood shall be dry-cemented manufacture using moisture-resistant adhesive in the case of plywood for internal doors and water-insoluble adhesive for external doors. It shall be free from all signs of decay and insect attack. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Plywood shall be suitable for painting on both faces and shall be flat and well sanded to form a smooth and level surface. All surface defects shall be properly patched and filled. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Where plywood has been scarf-jointed the inclination of the scarf to the grain of the outer ply shall be not steeper than 1 in 10. The presence of the joint shall not be perceptible to the touch and shall not be visible after painting. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
WOOD-FIBRE HARDBOARD | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
8. Wood-fibre hardboard, used for panels of internal doors shall comply with the requirements for Standard Hardboard of Part 1. General Purpose Boards, B.S. 1142 : 1953 " Fibre Building Boards.' | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Wood-fibre hardboard, used for panels of external doors, shall comply with the requirements for Super Hardboard of Part 1. General Purpose Board, B.S. 1142 : 1953, "Fibre Building Boards." | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
PRIMING | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
9. All surfaces of doors, including loose beads shall be knotted with knotting conforming to the requirements of I.S. 16 : 1949 and primed with a coat of priming oil paint conforming to the requirements of I.S. 18 : 1949. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
FINISH | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
10. The doors shall be flat, square and sanded to a smooth finish. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
MARKING | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
11. External doors shall be hammer-marked EXT. on the exposed stile head. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
APPENDIX A | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
METHOD FOR THE DETERMINATION OF MOISTURE CONTENT | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(a) Selection of Samples. For the purpose of carrying out the test for moisture content the purchaser or his representative may select suitable samples of the timber. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
If the test for moisture content is to be carried out immediately after the cutting of the sample, these samples may take the form of the test pieces specified in (b) Method of Test; but if the first weighing cannot be carried out immediately after the cutting of the sample, the samples shall consist of pieces not less than 19 in. in length cut from the stock. The final test pieces shall be cut from the middle of the above pieces when the test is made. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
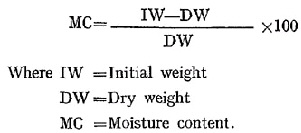
(b) Method of Test. The test pieces of the timber shall be taken at a point not less than 9 in. from the end of the sample, and shall be cut to include the full cross section of the sample, and shall be ¾ in. long in the direction of the grain. They shall be weighed (IW) immediately after cutting and then dried in an oven at a temperature of 212°F. to 221°F. (100°C. to 105°C.) until the weight is constant (DW), and again weighed immediately after the removal from the drying oven. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The percentage moisture content (MC) shall then be determined from the formula : | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
GIVEN under my Official Seal, this 16th day of July, 1953. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(Signed) SEÁN F. LEMASS, | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Minister for Industry and Commerce. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||