S.I. No. 241/1950 - Standard Specification (Linseed Oil Putty) Order, 1950.
S.I. No. 241 of 1950. | ||
STANDARD SPECIFICATION (LINSEED OIL PUTTY) ORDER, 1950. | ||
I, DANIEL MORRISSEY, Minister for Industry and Commerce, in exercise of the power conferred on me by subsection (3) of section 20 of the Industrial Research and Standards Act, 1946 (No. 25 of 1946), hereby order as follows : 1. This Order may be cited as the Standard Specification (Linsee Oil Putty) Order, 1950. 2.—(1) The specification set forth in Part II of the Schedule to this Order is hereby declared to be the standard specification for the commodity described in Part I of the said Schedule. | ||
(2) The said standard specification may be cited as Irish Standard 28 : 1950. | ||
|
SCHEDULE. | ||
PART I. | ||
LINSEED OIL PUTTY. | ||
PART II. | ||
SPECIFICATION. | ||
In this specification, the letters I.S., when followed by two sets of numbers, refer to the Irish Standard of which the first is the serial number and the second the year of its promulgation by the Minister for Industry and Commerce. | ||
In this specification, the letters B.S., when followed by two sets of numbers, refer to the British Standard of which the first is the serial number and the second is the year of its publication by the British Standards Institution. | ||
SCOPE. | ||
1. This specification covers the requirements of linseed oil putty of the following types : | ||
Whiting Putty, | ||
Gold Size Putty, | ||
White Lead Putty, | ||
Red Lead Putty. | ||
PROPERTIES OF PUTTY. | ||
2. Each type of putty shall be in the form of a homogeneous plastic paste which after working in the hands shall have a good-plastic quality and shall be free from stickiness. The putty shall work readily and smoothly on a glass plate under a knife without crumbling or cracking. The putty when moulded in place shall hold its shape until set. Goldsize putty when tested by the method described in Appendix A shall show no sagging or slumping. | ||
The putty may be supplied in natural colour or may be coloured. | ||
MANUFACTURE. | ||
3. Each type of putty shall be made by grinding to a dough-like paste of suitable consistency the ingredients specified for the type in Clause 5. | ||
PROPERTIES OF INGREDIENTS. | ||
4. Ingredients used in the manufacture of putty shall conform to the provisions set out below : | ||
(a) Whiting shall have the physical characteristics suitable for the manufacture of putty conforming to this specification. It shall contain not less than 80 per cent. of natural chalk and not less than 95 per cent. of calcium carbonate (CaCO3). | ||
(b) White lead shall be white lead conforming to I.S. 21 : 1949, White Pigments for Paints. | ||
(c) Red Lead shall be oxide of lead (Pb3O4) conforming to Type C of B.S. 217 : 1936. | ||
(d) Colouring matter shall have no appreciable effect on the drying properties of the linseed oil. It shall be used in the minimum quantity to secure the required tint or shade and shall have no deleterious effect on the putty. | ||
(e) Linseed oil shall be raw, refined or boiled linseed oil, conforming to I.S. 14 : 1949. | ||
(f) Gold size shall be free from rosin and shall conform to I.S. 17 : 1949. | ||
COMPOSITION OF PUTTY. | ||
5. Whiting putty shall consist of a mixture of whiting and linseed oil and shall contain not less than 12·5 per cent. by weight of linseed oil. Any colouring matter used, together with any impurities in the whiting, shall not exceed 5 per cent. by weight of the whiting. | ||
Gold size putty shall consist of a mixture of whiting, linseed oil and gold size. The linseed oil and gold size shall be in the proportion of 85 parts by weight of linseed oil to 15 parts by weight of gold size. The linseed oil which is mixed with the gold size shall be not less than 10 per cent. by weight of the putty. | ||
White lead putty shall consist of a mixture of whiting, white lead and linseed oil. The content of white lead shall be not less than 8 per cent. and not more than 12 per cent. by weight of the whiting. The putty shall contain not less than 11 per cent by weight of linseed oil. | ||
Red lead putty shall consist of a mixture of whiting, red lead and linseed oil. The content of red lead shall be not less than 3 per cent. and not more than 5 per cent. by weight of the whiting. The putty shall contain not less than 12·5 per cent. by weight of linseed oil. | ||
COARSE PARTICLES AND SKINS. | ||
6. When tested in the manner described in Appendix B, the proportion of coarse particles and skins present in the putty shall not exceed the following values : 0·5 per cent. retained on a No. 120 test sieve conforming to I.S. 24 : 1950, and 5 per cent. retained on a No. 240 test sieve conforming to I.S. 24 : 1950. | ||
WATER CONTENT. | ||
7. The putty shall not contain more than 1 per cent. of water when tested in the manner described in Appendix C. | ||
KEEPING PROPERTIES. | ||
8. The putty, when stored in the original container, shall conform to the requirements of this specification for a period to be agreed between the purchaser and the vendor. | ||
PACKING AND MARKING. | ||
9. The putty shall be packed in 1 cwt. steel drums with a lid suitably attached so that the drum is air-tight. The drum shall be marked with the name of the type, the manufacturer's name or mark and the net weight of the contents. | ||
SAMPLING AND SIZE OF SAMPLE. | ||
10. For the purpose of testing conformity with the requirements of this specification representative samples, each weighing not less than 1 lb., shall be taken in triplicate from one or more original and previously unopened containers, or from the bulk during filling, They shall be packed in clean, dry, air-tight, non-absorbent containers. made of material on which the sample has no action. The containers shall be of a size such that they are nearly filled by the sample. Each container so filled shall be sealed and shall be marked with the date of sampling and with sufficient information to identify the sample. | ||
Appendix A. | ||
DETERMINATION OF SAGGING OR SLUMPING OF GOLD SIZE PUTTY. | ||
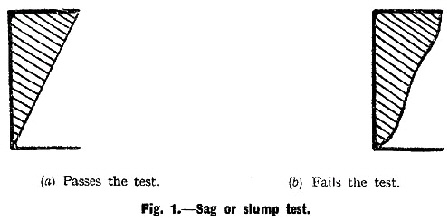
A channel formed from suitable smooth unpainted steel sheet of not less than 0·0156 in. in thickness shall be used for this test. The channel shall be 8 in. in length, 1 in. in width and ½ in. in depth. The flanges of the channel shall be approximately at right angles to the web and the fillets at the bottom of the channel shall not exceed 1/16 in. in radius. The channel shall be filled with putty and smoothed off level in the manner shown in Fig. 1 (a). When so filled, the channel shall be immediately set in an oven with the mass of putty towards the top, that is, in the position shown in Fig. 1 (a). The putty shall be kept in the oven at a temperature of 50° C. ± 2° C. for 7 hours. | ||
The putty shall then be examined visually for the presence of sagging or slumping of the material towards the bottom of the channel as shown in Fig. 1 (b). | ||
Appendix B. | ||
DETERMINATION OF COARSE PARTICLES AND SKINS. | ||
Fifty grams of the putty shall be taken from under the surface of the putty sample and shall be mixed with 100 ml. of white spirit conforming to I.S. 11 : 1949. The mixture shall be poured in succession through a No. 120 and a No. 240 test sieve, each conforming to I.S. 24 : 1950. The residue remaining on the No. 120 test sieve shall then be washed with white spirit, not under pressure, and gently brushed with a camel-hair pencil until the washings are clear. The washings from the No. 120 test sieve shall be poured through the No. 240 test sieve after which the residue on the No. 240 test sieve shall be washed with white spirit, not under pressure, and gently brushed with a camel-hair pencil until the washings are clear. The final residues on the two sieves shall be dried for one hour in an oven at 100° C. ± 2° C. and shall be weighed. The weight of each residue shall be calculated as a percentage of the original weight of the sample tested. | ||
Appendix C. | ||
DETERMINATION OF WATER CONTENT. | ||
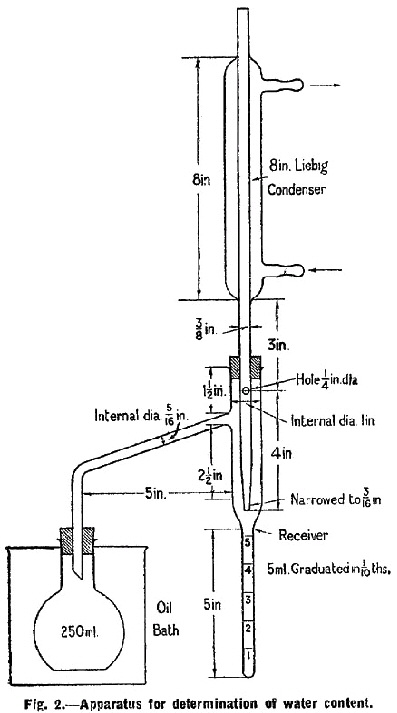
The apparatus shown in Fig. 2 shall be used. 100 g. of the putty shall be weighed in the flask and 100 ml. of petroleum spirit, boiling between 75° C. and 85° C., and 1 ml. of dry amyl or ethyl-acetate added, the contents of the flask then being well mixed. Petroleum spirit shall be poured into the receiver up to the level of the side tube. The flask shall be connected to the apparatus and shall be immersed in an oil bath containing sufficient heavy mineral oil to cover it nearly to the neck. The flask shall be heated to a temperature such as will keep its contents boiling briskly. Distillation shall be continued until no further water collects in the receiver. At the end of the distillation any water still clinging to the condenser tube shall be released and caused to fall into the receiver by pushing a wire, or a small camel-hair brush attached to a glass rod, through the condenser tube from the top and any condensed water on the sides of the receiver shall be dislodged after dismantling the top part of the apparatus. The volume of water in the receiver shall be noted and its weight calculated as a percentage of the original weight of the putty. | ||
GIVEN under my Official Seal this 15th day of September, 1950. | ||
DANIEL MORRISSEY, | ||
Minister for Industry and Commerce. | ||
| ||
|