S.I. No. 51/1953 - Standard Specification (Men's Heavy Boots) Order, 1953.
S.I. No. 51 of 1953. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
STANDARD SPECIFICATION (MEN'S HEAVY BOOTS) ORDER, 1953. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
I, SEAN F. LEMASS, Minister for Industry and Commerce, in exercise of the power conferred on me by subsection (3) of section 20 of the Industrial Research and Standards Act, 1946 (No. 25 of 1946), hereby order as follows : 1. This Order may be cited as the Standard Specification (Men's Heavy Boots) Order, 1953. 2.—(1) The specification set forth in Part II of the Schedule to this Order is hereby declared to be the standard specification for the commodity described in Part I of the said Schedule. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(2) The said standard specification may be cited as Irish Standard 44 : 1953. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
SCHEDULE. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
PART I. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
MEN'S HEAVY BOOTS. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
PART II. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
SPECIFICATION. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
SCOPE. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1. This specification covers the requirements of men's heavy boots, suitable for use by agricultural workers, | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
LEATHER. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2.—(a) Quality of leather. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
All leather used in the manufacture of the boots shall be of compact fibre structure throughout, cleanly fleshed, and free from warble holes or other defects. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Either full chrome or vegetable tanned leathers shall be used in the uppers. Vegetable tanned leathers shall be used in the outsoles and in the insoles. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(b) Sampling and testing of leather. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Samples of leather shall be selected and cut as described in Appendix A. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(c) Cracking and piping. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The leather when tested for cracking as described in Appendix B shall not show signs of cracking on the grain side, and the leather when tested for piping as described in Appendix B shall not show the wrinkled appearance characteristic of loose grain. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(d) Shrinkage of chrome tanned leather. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The shrinkage in area of chrome tanned leather on immersion in boiling water for 5 minutes, when measured immediately after removal from the water, shall be not more than 5 per cent. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(e) Physical and chemical properties. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The physical and chemical properties of the leather, determined by the methods prescribed in Appendix C, shall conform to the requirements set out in Table 1. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TABLE 1. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
THREAD. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3. The thread shall be made of flax fibre. The residual alkali solubility of the thread, when determined by the method described in Appendix D, shall not exceed 5 per cent. The thread shall comply with the requirements for turns per inch, length per lb. and minimum breaking strength set out in Table 2 for the size of thread. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The breaking strength shall be determined by the method described in Appendix E. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TABLE 2. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
UPPERS. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4.—(a) Vamps and Caps. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Vamps shall be of firm waxed kip with a substance of not less than 2·2 mm. or of full chrome tanned leather with a substance of not less than 2·0 mm. Vamps shall be run through to the toe. Caps, if used, shall be of the same quality and substance as the vamps. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(b) Quarters and Backstraps. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Quarters shall be of firm waxed kip, or full chrome leather, with a substance of not less than 2·0 mm. The height from heel seat to top of leg shall be 6 in. for size 8 and shall be correctly graded up and down by 1/12; in. per size. Backstraps, if used, shall be of the same quality and substance as the quarters. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(c) Tongues. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Tongues shall be one piece half-bellows, unlined, overlaid on vamp to reach to top of leg, and attached with two rows of 20s/3 or stronger thread. They shall be of soft pliable self-leather free from cuts, and shall be skived along the top edge. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(d) Linings. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The boots shall be vamp lined. The lining shall be of waxed kip. Counter linings shall be of self-leather with inside back. strap extending from the heel seat to the top of the upper. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(e) Puffs. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Puffs shall be of good grain belly or shoulder of uniform substance, reinforced with cement or gum which is insoluble in water. Alternatively puffs shall be felt, rendered strong and flexible by impregnation with nitrocellulose or similar material. The toe shall be hard on top and at the sides and smooth on the underside and free from all lumpiness. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(f) Stiffeners. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Stiffeners shall be of vegetable tanned shoulder with grain on. Counter linings shall fit snugly at heel and sides. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(g) Skiving. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Any necessary skiving shall be done in such a manner as not to reduce materially the wearing strength of the leather. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(h) Closing. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The two vamp side seams shall be sewn with three rows of 18s/3 thread, well waxed ; facing, tongue, backstrap, counter lining and toe cap seams shall be sewn with two rows of 30s/3 thread. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(i) Eyelets. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Eyelets shall be brass and shall be reinforced above the half-bellows tongue with leather inside facing. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
BOTTOM STOCK. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5.—(a) Moulding. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
All bottom stocks shall be thoroughly moulded before use. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(b) Soles. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Soles shall have a minimum substance of 10 irons. They shall be cut from the prime parts of good well tanned butts or bends. They shall pass under the heel without piecing. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(c) Undersoles. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Undersoles shall be made from shoulders or bends of minimum substance of 8 irons. They shall not be pieced under the heel. The undersole shall be split to an even substance throughout to ensure solidity in riveting. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(d) Shanks. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Shanks shall be of tempered steel or ashwood. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(e) Heels. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Heels shall be built with solid leather lifts and No. 60 tips. Heels shall be attached with eight 15/8 in. pins. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(f) Insoles. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Insoles shall be of firm grain shoulder of uniform substance of 7 to 9 irons and shall be properly feathered. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(g) Filling. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Filling shall be of sheet cork, cork composition or tarred felt. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
MAKING AND FINISHING. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6.—(a) Attachment of undersoles. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Undersoles shall be solidly riveted on with brass spear-pointed rivets, four to the inch. Rivets shall be of the correct length and gauge, properly clenched and smooth on the inner sole. Alternatively, brass screws, four to the inch, may be used instead of rivets. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(b) Stitching. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Soles shall be stitched aloft with 12s/3 thread for the top and 10s/3 thread for the shuttle, with not less than 5 or not more than 7 stitches to the inch, both threads being properly waxed. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(c) Screwing. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Brass screws shall be inserted through outer and under soles around the foreparts and waist, not less than ½ in. and not more than 5/8 in. apart. The screwing shall penetrate right through to the inner side of the insole. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(d) Finishing. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The sole edge shall be satisfactorily trimmed to a suitable width. The surface of the sole bottom shall not be obscured by the use of paint or similar material. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(e) Nailing. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Boots shall be nailed with wrought iron nails in conformity with the usual trade practice. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
MARKING. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
7. Every boot shall be clearly and indelibly marked on the waist of the outer sole with the size of the boot and the manufacturer's name or mark. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Appendix A. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
SAMPLING. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
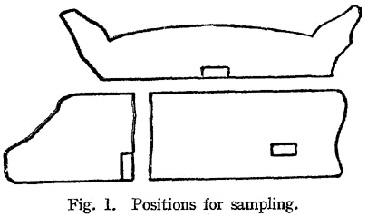
Positions for Sampling : The sample shall consist of a rectangular piece of leather measuring approximately 6·5 in. x 2·5 in. (16·5 cm. x 6·65666 cm.) and shall be taken as follows :— | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(a) Butts or bends : The longer sides of the rectangle shall be parallel to the centre line of the hide (backbone) and the nearer long side shall be 4 in. (10 cm.) from the line of the backbone. The shorter side of the rectangular sample nearer to the tail shall be 10 in. (25 cm.) from the root of the tail. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(b) Bellies : One of the longer sides of the rectangle shall be coincident with the dividing line between the butt and belly and its centre shall be equidistant from the fore and hind legs. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(c) Shoulders : One of the longer sides of the rectangle shall be coincident with the dividing line between the butt and shoulder, and one of the shorter sides shall coincide with the line of the backbone. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The sampling positions are illustrated in Fig. 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Appendix B. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
CRACKING AND PIPING OF LEATHER. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The specimens to be tested shall be brought into equilibrium in an atmosphere of 65 per cent. ± 2 per cent. relative humidity and temperature of 21°C. and tested in that condition. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Cracking. In the case of sole leathers the specimen shall be bent slowly with the grain side outermost through an angle of 180° over a mandrel of 4 in. diameter. In the case of other leathers the specimen shall be bent slowly with the grain side outermost through an angle of 180°, the internal radius of the bend being not greater than ¼ in. After bending, the specimen shall be examined for grain cracks. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Piping. In the case of sole leathers the specimen shall be bent slowly with the grain side innermost through an angle of 180° over a mandrel of 4 in. diameter. In the case of other leathers the specimen shall be bent slowly with the grain side innermost through an angle of 180°, the internal radius of the bend being not greater than ¼ in. After bending, the specimen shall be examined for the occurrence of a wrinkled appearance characteristic of loose grain. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Appendix C. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
PHYSICAL AND CHEMICAL PROPERTIES OF LEATHER. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
A ½ in. strip shall be removed from any untrimmed or uncut edge of the samples. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The samples of leather shall be cut separately with a knife, or when possible, with an adjustable plane. The cuttings obtained by the knife should be approximately 2 mm. square and those from the plane 2 cm. long and 0·5 mm. in thickness. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The pieces so prepared from each sample shall be thoroughly mixed. Equal weights shall then be taken from each of the samples and the pieces again thoroughly mixed. The pieces thus obtained shall be placed in stoppered glass bottles, about 100 grams being set aside for each analysis. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The content of moisture, total ash, oils and fats, glucose, water soluble matter, hide substance and nitrogen, and Atkin and Thompson acid figure of vegetable tanned leathers and the moisture content, total ash, chromic oxide, and grease and uncombined sulphur of chrome tanned leathers shall be determined according to the methods given in " Official Methods of Analysis of the International Society of Leather Trades' Chemists " published by A. Harvey, 17 Leathermarket Street, London, S.E.1., 1938, Method No. 1 being used for the determination of the content of water soluble matter of vegetable tanned leathers and Method No. 1 for the determination of the content of chromic oxide of chrome tanned leathers. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Appendix D. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
RESIDUAL ALKALI SOLUBILITY OF THREAD. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
A length of thread weighing approximately 10 g. shall be cut from the sample and divided into three approximately equal portions, " a," " b " and " c." These shall then be weighed separately in dry, stoppered, weighing bottles. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Portion " a " shall be added to 250 ml. of a boiling 5 per cent. solution of sodium carbonate of " A.R." quality contained in a 500 ml. conical flask. A reflux condenser shall then be attached to the flask and gentle boiling continued for two and a half hours. Portion " b " shall be boiled similarly in 250 ml. of distilled water. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
At the end of the period of boiling the liquids shall be poured off from the threads through separate hardened filter papers in Buchner funnels about 6 in. diameter. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The threads shall be washed four times by decantation with 200 ml, of distilled water at about 70°C., the washings being passed through the filters, and the threads shall then be transferred to their respective filters, washed three times with 200 ml. of hot distilled water and dried in a water oven for one hour. The washed threads along with any fragments of fibre detachable from the filter paper shall be transferred to their respective weighing bottles and dried in an oven at 105°C. for two hours. Portion " c " shall be dried in the same oven at the same time. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
The percentage loss in weight of portions " a," " b " and " c " shall be calculated, and if denoted by " A," " B " and " C " respectively the residual alkali solubility of the thread shall be taken as | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Appendix E. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
BREAKING STRENGTH OF THREAD. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Five test pieces shall be cut from each sample of the thread, and shall be soaked in water for two hours, after which the excess of adhering water shall be drained off. They shall be fixed in a tensile testing machine, the length between the grips being not less than 10 in. and their breaking strength determined under a uniform rate of traverse of approximately 12 in. per minute. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
GIVEN under my Official Seal this 2nd day of February, 1953. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(Signed) SEÁN F. LEMASS | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Minister for Industry and Commerce. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||